



Čeprav ultrahitri laserji obstajajo že desetletja, so se industrijske aplikacije v zadnjih dveh desetletjih hitro povečale. Leta 2019 je tržna vrednost ultrahitrih laserjevlaserski materialpredelava je znašala približno 460 milijonov USD, s skupno letno stopnjo rasti 13 %. Področja uporabe, kjer so bili ultrahitri laserji uspešno uporabljeni za obdelavo industrijskih materialov, vključujejo izdelavo in popravilo fotomask v polprevodniški industriji, pa tudi rezanje silicija na kocke, rezanje/zarezovanje stekla in odstranjevanje (indijevega kositrovega oksida) ITO filmov v potrošniški elektroniki, kot so mobilni telefoni in tablični računalniki, teksturiranje batov za avtomobilsko industrijo, izdelavo koronarnih stentov in izdelavo mikrofluidnih naprav za medicinsko industrijo.

01 Izdelava in popravilo fotomask v polprevodniški industriji
Ultrahitri laserji so bili uporabljeni v eni najzgodnejših industrijskih aplikacij pri obdelavi materialov. IBM je v devetdesetih letih prejšnjega stoletja poročal o uporabi femtosekundne laserske ablacije pri proizvodnji fotomask. V primerjavi z nanosekundno lasersko ablacijo, ki lahko povzroči brizganje kovine in poškodbe stekla, femtosekundne laserske maske ne kažejo brizganja kovine, poškodb stekla itd. Prednosti. Ta metoda se uporablja za izdelavo integriranih vezij (IC). Izdelava čipa IC lahko zahteva do 30 mask in stane > 100.000 USD. S femtosekundno lasersko obdelavo je mogoče obdelati črte in točke pod 150 nm.
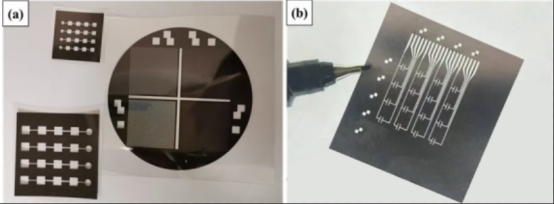
Slika 1. Izdelava in popravilo fotomaske
Slika 2. Rezultati optimizacije različnih vzorcev mask za ekstremno ultravijolično litografijo
02 Rezanje silicija v polprevodniški industriji
Rezanje silicijevih rezin je standardni proizvodni postopek v polprevodniški industriji in se običajno izvaja z mehanskim rezanjem. Ta rezalna kolesa pogosto razvijejo mikrorazpoke in jih je težko rezati na tanke (npr. debeline < 150 μm) rezine. Lasersko rezanje silicijevih rezin se v polprevodniški industriji uporablja že vrsto let, zlasti za tanke rezine (100–200 μm), in se izvaja v več korakih: lasersko žlebljenje, ki mu sledi mehansko ločevanje ali prikrito rezanje (tj. infrardeči laserski žarek znotraj silicijevega graviranja), ki mu sledi mehansko ločevanje trakov. Nanosekundni impulzni laser lahko obdela 15 rezin na uro, pikosekundni laser pa 23 rezin na uro, z višjo kakovostjo.
03 Rezanje/zarezovanje stekla v industriji potrošne elektronike
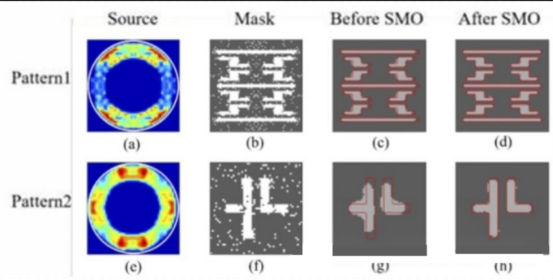
Zasloni na dotik in zaščitna stekla za mobilne telefone in prenosnike postajajo vse tanjši, nekatere geometrijske oblike pa so ukrivljene. Zaradi tega je tradicionalno mehansko rezanje težje. Običajni laserji običajno zagotavljajo slabo kakovost reza, še posebej, če so ti stekleni zasloni zloženi v 3-4 plasteh in je zgornje 700 μm debelo zaščitno steklo kaljeno, kar se lahko zaradi lokalizirane obremenitve zlomi. Dokazano je, da lahko ultrahitri laserji režejo ta stekla z boljšo trdnostjo robov. Za rezanje velikih ravnih plošč se lahko femtosekundni laser usmeri na zadnjo površino steklene plošče in opraska notranjost stekla, ne da bi poškodoval sprednjo površino. Steklo se nato lahko razbije z mehanskimi ali toplotnimi sredstvi vzdolž zarezanega vzorca.
Slika 3. Pikosekundno ultrahitro lasersko rezanje stekla posebne oblike
04 Teksture batov v avtomobilski industriji
Lahki avtomobilski motorji so izdelani iz aluminijevih zlitin, ki niso tako odporne proti obrabi kot lito železo. Študije so pokazale, da lahko femtosekundna laserska obdelava tekstur avtomobilskih batov zmanjša trenje za do 25 %, ker se lahko ostanki in olje učinkovito shranijo.

Slika 4. Femtosekundna laserska obdelava batov avtomobilskih motorjev za izboljšanje delovanja motorja
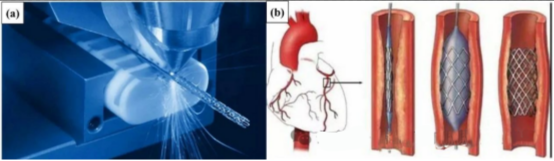
05 Izdelava koronarnih stentov v medicinski industriji
V koronarne arterije telesa se vstavijo milijoni koronarnih stentov, da se odpre kanal za pretok krvi v sicer zamašene žile, kar vsako leto reši milijone življenj. Koronarni stenti so običajno izdelani iz kovinske (npr. nerjaveče jeklo, nikelj-titanova zlitina s spominskim učinkom ali v zadnjem času kobalt-kromova zlitina) žične mreže s širino opornice približno 100 μm. V primerjavi z laserskim rezanjem z dolgim impulzom so prednosti uporabe ultrahitrih laserjev za rezanje nosilcev visoka kakovost reza, boljša površinska obdelava in manj ostankov, kar zmanjšuje stroške naknadne obdelave.
06 Izdelava mikrofluidnih naprav za medicinsko industrijo
Mikrofluidne naprave se v medicinski industriji pogosto uporabljajo za testiranje in diagnosticiranje bolezni. Običajno se izdelujejo z mikrobrizganjem posameznih delov, nato pa se z lepljenjem ali varjenjem povežejo. Ultrahitra laserska izdelava mikrofluidnih naprav ima prednost, saj omogoča izdelavo 3D-mikrokanalov v prozornih materialih, kot je steklo, brez potrebe po povezavah. Ena od metod je ultrahitra laserska izdelava znotraj stekla v razsutem stanju, ki ji sledi mokro kemično jedkanje, druga pa je femtosekundna laserska ablacija znotraj stekla ali plastike v destilirani vodi za odstranitev ostankov. Drug pristop je strojno izrezovanje kanalov v stekleno površino in njihovo zapiranje s steklenim pokrovom s femtosekundnim laserskim varjenjem.
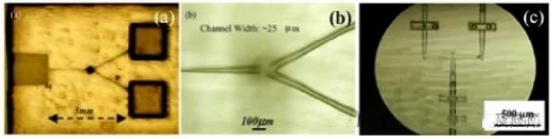
Slika 6. Selektivno jedkanje, inducirano s femtosekundnim laserjem, za pripravo mikrofluidnih kanalov v steklenih materialih
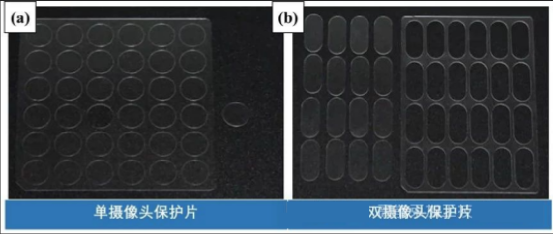
07 Mikro vrtanje šobe injektorja
Femtosekundna laserska obdelava mikrovrtin je pri mnogih podjetjih na trgu visokotlačnih injektorjev nadomestila mikro-EDM zaradi večje fleksibilnosti pri spreminjanju profilov pretočnih odprtin in krajših časov obdelave. Zmožnost samodejnega nadzora položaja fokusa in nagiba žarka s pomočjo precesijske skenirne glave je privedla do zasnove profilov odprtin (npr. sod, širjenje, konvergenca, divergenca), ki lahko spodbujajo atomizacijo ali prodiranje v zgorevalno komoro. Čas vrtanja je odvisen od volumna ablacije, pri čemer je debelina svedra 0,2–0,5 mm, premer luknje pa 0,12–0,25 mm, zaradi česar je ta tehnika desetkrat hitrejša od mikro-EDM. Mikrovrtanje se izvaja v treh fazah, vključno z grobo in fino obdelavo pilotnih lukenj. Argon se uporablja kot pomožni plin za zaščito vrtine pred oksidacijo in za zaščito končne plazme v začetnih fazah.
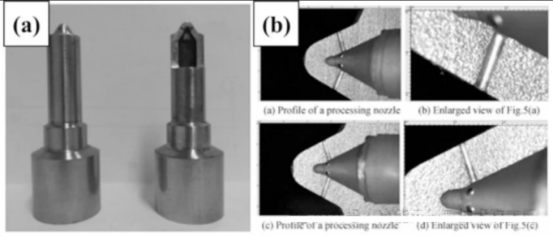
Slika 7. Visoko precizna obdelava obrnjene stožčaste luknje za injektor dizelskega motorja s femtosekundnim laserjem
08 Ultra hitro lasersko teksturiranje
V zadnjih letih se je področje mikroobdelave postopoma uvrstilo v središče pozornosti raziskovalcev, da bi izboljšali natančnost obdelave, zmanjšali poškodbe materiala in povečali učinkovitost obdelave. Ultrahitri laser ima različne prednosti obdelave, kot sta majhna poškodba in visoka natančnost, kar je postalo osrednja tema za spodbujanje razvoja tehnologije obdelave. Hkrati lahko ultrahitri laserji delujejo na različne materiale, laserska obdelava poškodb materiala pa je prav tako pomembna raziskovalna smer. Ultrahitri laser se uporablja za ablacijo materialov. Ko je gostota energije laserja višja od ablacijskega praga materiala, bo površina abliranega materiala pokazala mikro-nano strukturo z določenimi lastnostmi. Raziskave kažejo, da je ta posebna površinska struktura pogost pojav, ki se pojavi pri laserski obdelavi materialov. Priprava površinskih mikro-nano struktur lahko izboljša lastnosti samega materiala in omogoči tudi razvoj novih materialov. Zaradi tega je priprava površinskih mikro-nano struktur z ultrahitrim laserjem tehnična metoda s pomembnim razvojnim pomenom. Trenutno lahko raziskave ultrahitrega laserskega teksturiranja površin pri kovinskih materialih izboljšajo lastnosti omočenja kovinskih površin, izboljšajo trenje in obrabne lastnosti površine, izboljšajo oprijem premazov ter usmerjeno proliferacijo in oprijem celic.
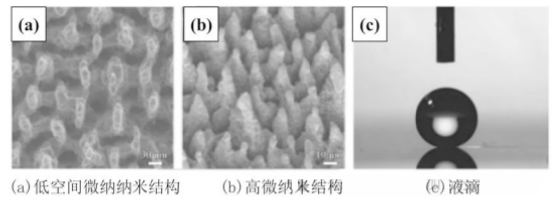
Slika 8. Superhidrofobne lastnosti lasersko pripravljene silicijeve površine
Kot vrhunska tehnologija obdelave ima ultrahitra laserska obdelava značilnosti majhnega območja, ki ga prizadene toplota, nelinearnega procesa interakcije z materiali in obdelave z visoko ločljivostjo, ki presega difrakcijsko mejo. Omogoča visokokakovostno in visoko natančno mikro-nano obdelavo različnih materialov ter izdelavo tridimenzionalnih mikro-nano struktur. Doseganje laserske izdelave posebnih materialov, kompleksnih struktur in posebnih naprav odpira nove možnosti za mikro-nano proizvodnjo. Trenutno se femtosekundni laser pogosto uporablja na številnih vrhunskih znanstvenih področjih: femtosekundni laser se lahko uporablja za pripravo različnih optičnih naprav, kot so mikrolečne matrike, bionična sestavljena očesa, optični valovodniki in metapovršine; z uporabo visoke natančnosti, visoke ločljivosti in tridimenzionalnih zmogljivosti obdelave lahko femtosekundni laser pripravi ali integrira mikrofluidne in optofluidne čipe, kot so komponente mikrogrelnikov in tridimenzionalni mikrofluidni kanali; Poleg tega lahko femtosekundni laser pripravi tudi različne vrste površinskih mikro-nanostruktur za doseganje antirefleksnih, antirefleksnih, superhidrofobnih, protilednih in drugih funkcij; poleg tega se femtosekundni laser uporablja tudi na področju biomedicine, kjer kaže izjemne zmogljivosti na področjih, kot so biološki mikro-stenti, substrati za celične kulture in biološko mikroskopsko slikanje. Široke možnosti uporabe. Trenutno se področja uporabe femtosekundne laserske obdelave iz leta v leto širijo. Poleg zgoraj omenjene mikrooptike, mikrofluidike, večnamenskih mikro-nanostruktur in biomedicinskega inženirstva igra veliko vlogo tudi na nekaterih novih področjih, kot so priprava metapovršin, proizvodnja mikro-nano in večdimenzionalno optično shranjevanje informacij itd.
Čas objave: 17. april 2024











